PTFE and FKM seals are standard in the industry. Both materials contain PFAS (per- and polyfluoroalkyl substances), which are increasingly subject to regulation under the European REACH Regulation. Anyone planning systems or procuring seals today faces a specific question: Which alternatives offer comparable performance without relying on materials or lubricants containing PFAS?
Together with the Fraunhofer Institute for Mechanics of Materials IWM, we are testing a technology that makes exactly that possible: DLC coating of elastomers.
What is DLC?
DLC stands for diamond-like carbon. In a plasma vacuum process, a thin layer of diamond-like carbon is applied to elastomers. The high-rate DLC coating developed at Fraunhofer IWM forms a brain-like microstructure on the elastomer surface. This structure combines two properties: it reduces friction and protects the base material from wear, even under dynamic loads.
Fundamental research: friction and adhesion
In a ball-on-disc test against steel, the DLC coating on HNBR reduced friction by 45% compared to uncoated material. When combined with prior laser texturing, the coefficient of friction dropped by as much as 56%. No measurable wear was observed on the DLC-coated samples.
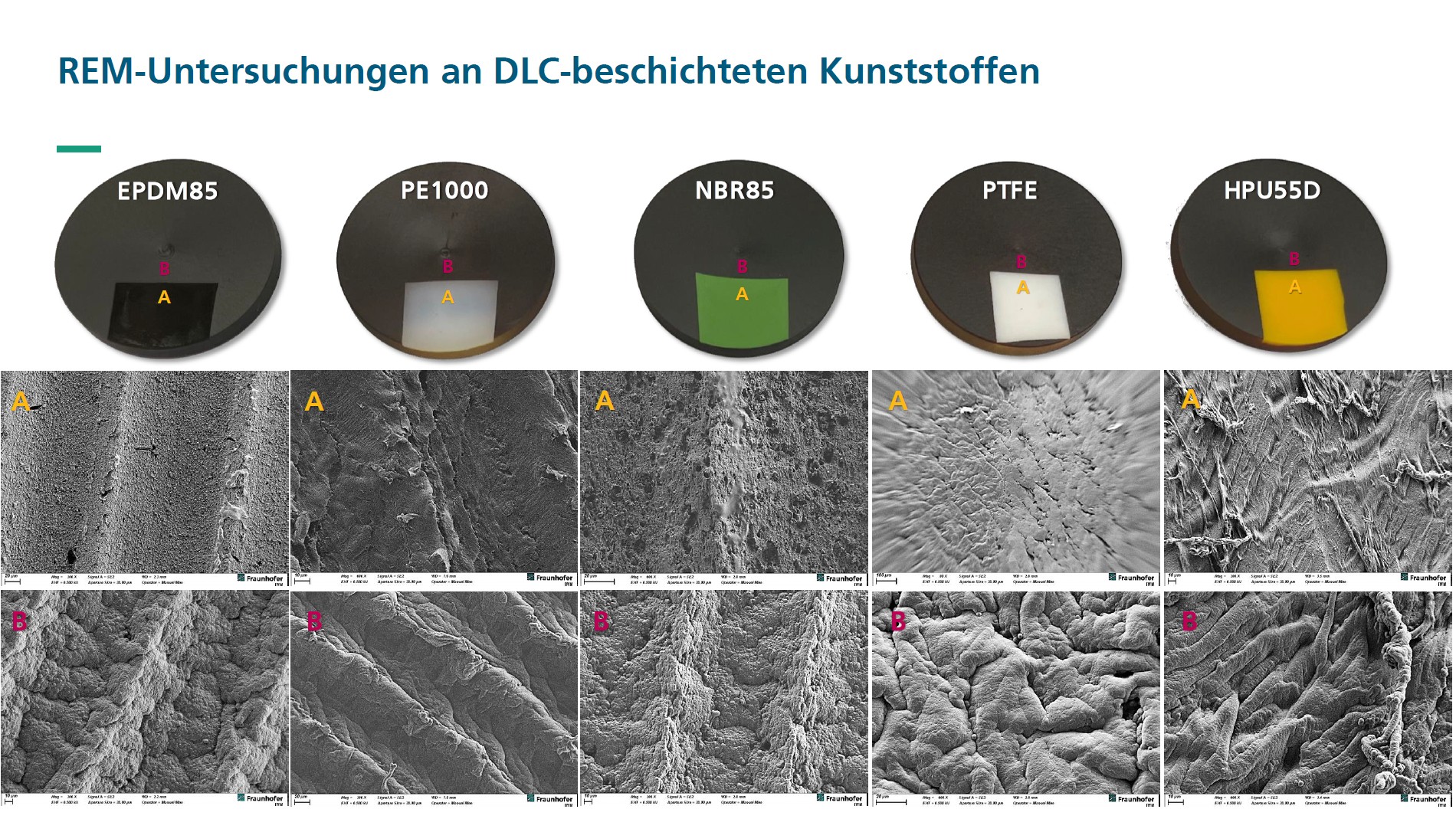
The coating’s adhesion was tested using a scratch test with a diamond needle on five different substrates: EPDM, PE1000, NBR, PTFE, and HPU (hydrolysis-resistant PU). SEM images at 300x magnification showed no significant chipping on any of the substrates. The DLC coating also adheres reliably to widely varying elastomers.
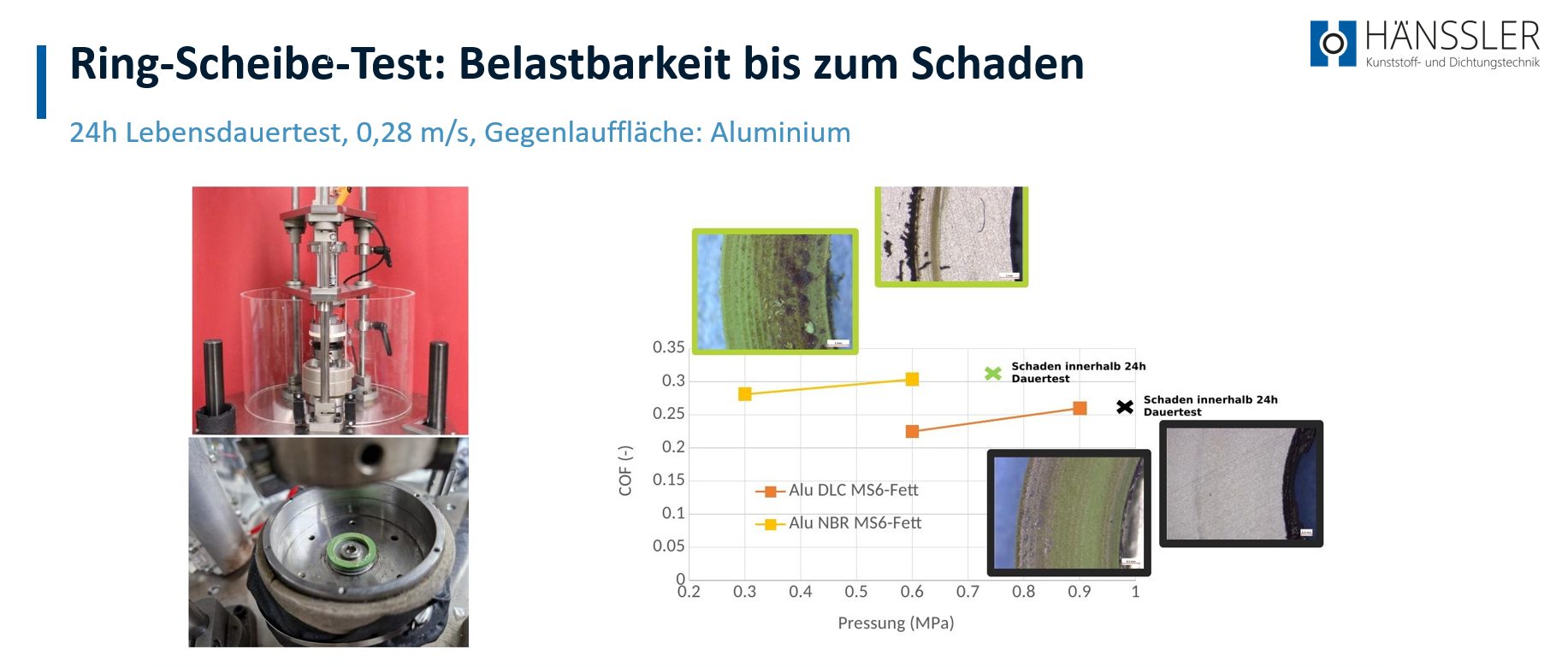
In addition to the ball-on-disc tests, ring-on-disc tests against aluminum were conducted, in which the contact pressure was gradually increased until failure occurred. DLC-coated elastomers withstood significantly higher pressures than uncoated ones. SEM analyses after the test confirmed this finding: In the uncoated NBR, the machining grooves on the surface were completely smoothed out, with significant adhesive wear. In the DLC-coated test specimen, however, the coating was still intact in the valleys of the grooves. Only at the peaks was slight adhesion evident. The coating acts as a protective layer that shields the underlying material from abrasion.
Dry run is possible.
DLC-coated seals operated dry and without grease at room temperature for several million cycles without failure. Leakage remained within acceptable limits. For an ungreased seal, this is a remarkable result.
Stick-slip is reduced significantly.
Running performance becomes more consistent across the entire speed range. In short-term tests, the ungreased DLC cylinders even achieved better results than specialized synchronous variants.
Lubricated DLC-coated aluminum pairs last longer.
In the case of lubricated cylinders with a DLC coating, the pressure characteristics after a standstill were in some cases only half of the standard values. This indicates a measurable decrease in static friction.
Aluminum is a suitable material for the counter surface.
The aluminum surface showed no signs of abrasion. On the contrary: it tended to smooth rather than damage the surface, even when used on soft surfaces.