In 3D printing, there are numerous factors that influence the finished part. Monitoring and evaluating these parameters is therefore an important step for reliable production of additive manufacturing parts for industry.
To meet this requirement, we use special software to continuously record the different temperature values, such as jet, build room or print bed temperature, during the entire printing process. In addition, other important measured variables such as the air humidity in the material chamber are recorded during production.
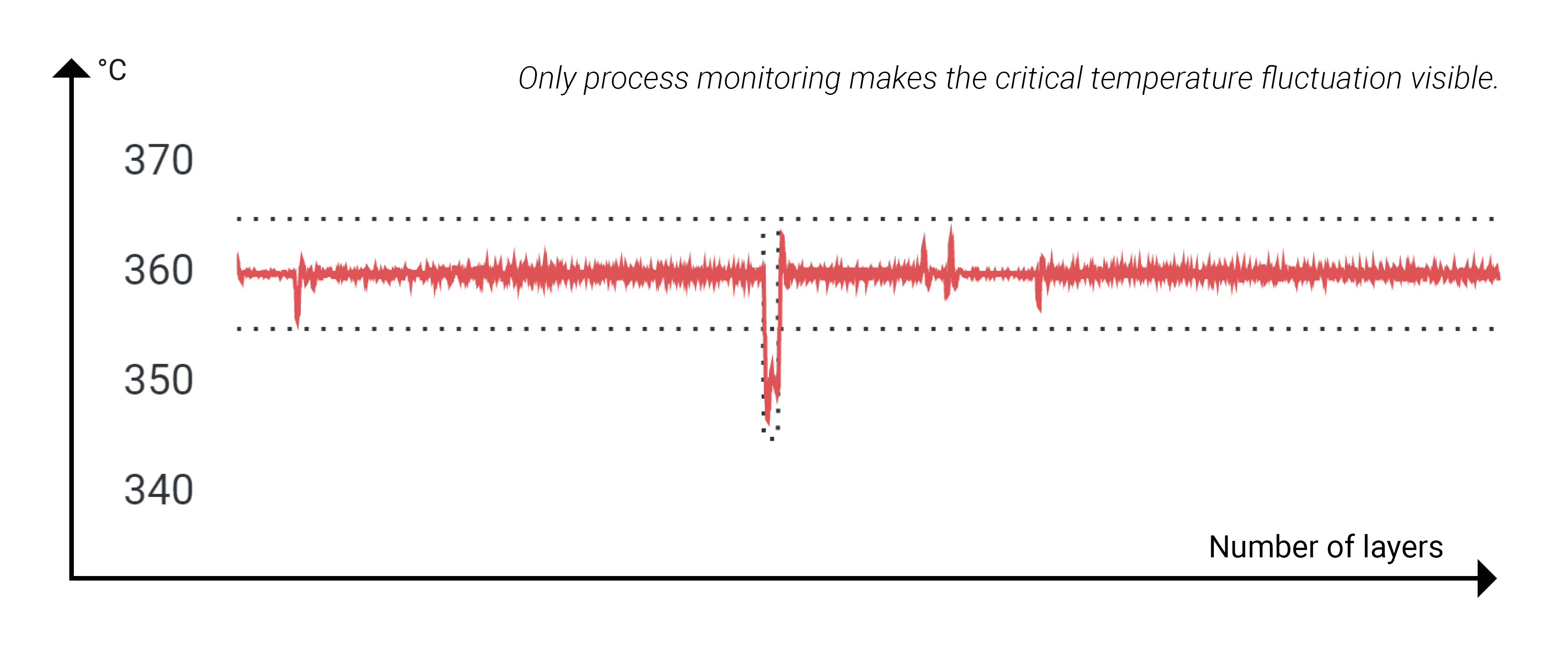
From these collected values, the additive manufacturing process can be analyzed and evaluated afterwards – layer by layer. If there are data that lie outside the required tolerances, an exact color marking is made in the affected layer. This form of quality control once again qualifies additive manufacturing as a manufacturing process for industrially used components.